Read on for an overview of the project objective, challenges, solutions and results, or download a PDF of the full case study here: Mold Craft Micro Mold Case Study.
Molding a pipette-shaped part with a .015” wall x .372” long followed by a .008” wall x .100” is challenging enough by most mold and molding standards. Add to that molding these micro parts from VICTREX® PEEK 90G (polyetheretherketone) material, selected for its high strength properties needed by the customer, and the challenge is even greater. Now, how about doing this in a 4-cavity mold? An 8-cavity mold? Can a Cpk of 1.33 be achieved on this wall section? These are the challenges and questions Mold Craft set out to address when a customer came to them with this medical “funnel tip” component. However, this project could not have been accomplished successfully without Mold Craft’s partners in mold fill/material flow simulation, Meltflipper® technology and a molding press designed for micro molding.
The Mold Craft Design Center took on this project that was originally designed to be a single-cavity “bridge” or prototype tool that evolved into a production mold requiring at least four cavities, and possibly eight cavities to meet the customer’s increasing production requirements. First, Mold Craft created a preliminary design model and mold layout to be used at the heart of the collaborative efforts via WebEx with the customer. The design package consisted of fully detailed and toleranced prints which have proven to be the key to manufacturing completely interchangeable components that do not require fitting when installing in the mold. The design department is critical to the manufacturing process as they design for manufacture based on the Erowa work holding and palletization system.
The mold design itself needed to be flexible to accommodate a single cavity that would evolve to 4 and eventually 8 cavities, depending on the results of the simulation and actual testing. This flexibility was achieved by using an adequately sized mold base that would allow for the addition of cavities as the customer’s volumes increased. Interchangeable cavity inserts could be added at a later date to minimize the turnaround time for the additional cavities and insure splits that allowed for adequate venting, and the ability to modify the molding geometry if needed.
Due to the extremely high melt flow of the PEEK material the customer needed for this part, Mold Craft decided to begin with a single cavity prototype in a mold base scaled and set up to eventually accommodate eight cavities. While expanding to 4 and 8 cavities, the Mold Craft design engineers realized this micro-sized, dual-gated funnel tip may have serious melt balance issues both within the cavity and between cavities. The need to balance the runner and parts to ensure dimensionally-accurate parts (given the extremely small dimensions), was essential to the quality of the funnel tip.
During the design phase Mold Craft saw that the runner and gate system would be critical to the success of the project. Mold Craft recognizes that the industry standard of a “naturally balanced” or “geometrically balanced” runner for this application could result in shear induced melt variation. This condition could develop in the runner system that would result in different melt conditions feeding different cavities and different regions of a cavity. This could result in cavity-to-cavity material and filling variations as well as variations within each of the double gated parts. A best case scenario with these conditions is delayed product start-up, process development and a narrow process window. Worst case is a product that cannot be molded, or molded only with high spoilage. The thermal variations developed in a conventional runner can be seen in Figure 1 (Note: there is over a 100F melt temperature difference between the yellow and red regions in the Moldflow 3D simulation.
To ensure proper balance, Mold Craft enlisted Beaumont Technologies, developer of the patented MeltFlipper® technology, early in the mold design process in order to mitigate the effects of shear induced melt variations that develop in all runners and to assure that the cavities could be filled completely. MeltFlipper technology was developed to manage shear induced material and flow variations which lead to problems such as flash, short shots, long cycle times and high scrap rates.
Optimizing the mold design helped insure that the melt delivery system (runner and gates) and process would minimize the risks of quality issues in molding the critical features of the plastic part. The thin tip region of the part was a particular focus. A filling and rheological balance was critical in order to assure consistency between parts, eliminate core shift, eliminate hesitation effects and generally maximize the molding process window. Beaumont’s melt management technologies, including MeltFlipper®, were determined to be the best means to deal with the thermal, shear and filling imbalance found in all runners. This technology was designed into the runners for each of the prototype and production molds.
To ensure an optimum runner and gating design as well as mold fill and balance, Beaumont also conducted a mold filling simulation for Mold Craft using their proprietary VeriFlo™ program and Autodesk’s 3D injection molding simulation program (Moldflow®). The combination of simulation and VeriFlo would assure the parts could be filled with the widest process window possible. Beaumont’s VeriFlo™ material flow characterization program is used to benchmark actual molding conditions vs. simulation predictions. With all injection molding simulation programs, a certain amount of error should be expected. After all – they are simulation – not reality. The more demanding an application, the higher the risk, and because this project truly challenged the limits of the injection molding process, Mold Craft wanted the best possible analysis. The real world molding feedback provided by Beaumont’s VeriFlo helps assure maximum benefit when using injection molding simulation for demanding applications such as our customer’s small, thin walled, PEEK medical device part.
Beaumont’s VeriFlo™ provided Mold Craft with the answers to all of these challenges by providing real world molding information to the analyst. VeriFlo™ begins with molding the subject plastic material in a specially designed flow characterization tool/mold that includes a wide variety of runner and cavity like flow geometries. Specially designed data acquisition equipment very accurately captures the melt’s reactions when processed through a matrix of these geometries, injection rates, mold and melt temperatures. Beaumont’s CAE engineers then perform an injection molding simulation through each of the pre-modeled flow characterization tool/mold geometries using the exact conditions as those recorded during actual molding. The results of the simulations and actual runs are then compiled and processed. The CAE engineers can then use this information while analyzing a project mold thereby improving performance and minimizing risk.
Using the single cavity prototype, the mold filling simulation and analysis to verify the performance, Mold Craft was able to ensure that the part design, mold and molding conditions would be optimum for producing this micro-part in a production molding environment. Simultaneously a 4-cavity and 8-cavity simulation was also produced.
With the increase of the mold from a single-cavity prototype mold to a 4-cavity production mold, the project took a turn that would require extremely tight tolerances of the part geometry to ensure high Cpk. In addition, it would need an advanced runner design to deliver the VICTREX® PEEK 90G material to all cavities evenly, given the extremely thin wall section (0.008”) so that these very small parts could be molded consistently and repeatedly fill the micro parts that are 0.100 at the bottom x .472” long x 0.054” at the tip.
The runner cutaway of a mold filling analysis predicted a melt difference of over 70o F would develop across the runner feeding different cavities. Beaumont Technologies determined that the differences were even more severe as all filling simulation programs under-predict the actual filling imbalances. Note that not only are the different cavities receiving different melt conditions, but the melt temperature at each of the two gates feeding the inside four cavities is significantly different.
Figure 2 shows the final runner design and analysis which included MeltFlipper® technology. Note the side-to-side variations in all of the runners have been eliminated. Each cavity and gate is receiving the same melt conditions. The design has provided for not only a filling balance but a rheological balance as well. This will result in the maximum process window possible.
Figure 3 is a view of the melt temperature distribution within the full eight cavity mold after the patented MeltFlipper is applied. Note all gates and cavities are now fully balanced and receiving the same melt temperature.
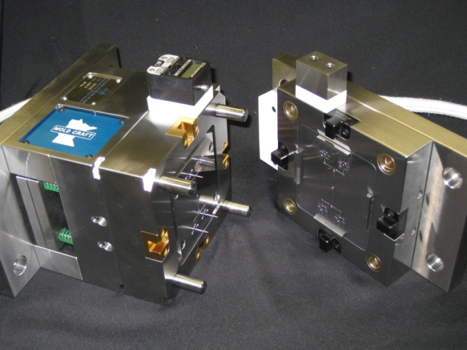
Mold Craft completed the design phase of the project using the recommendations from Beaumont Technologies, engineering the single-, four- and eight-cavity design packages. Collaborating on the design with Mold Craft management gave our customer confidence that this small, intricate part could indeed be successfully molded. The design was sent to Mold Craft’s Manufacturing Center to produce the mold. Using precision CNC high speed mills, CNC wire and sinker EDM’s the designs came to life. Specializing in high precision multi- cavity molds, Mold Craft insured productivity by using a pallet fixture system along with advanced automation to produce exacting precision intricacy while reducing costs for their client.
Because of the size and complexity of the part and the mold, Mold Craft next needed a molding machine that could produce the part. Mold Craft contacted Sodick Plustech, known for its ultra-precision injection molding machines, to discuss the project. We determined that the newly released 20 ton Plustech LP20EH2 Micro Molding series with a 12mm diameter plunger would be ideal for the application. The LP20EH2 was developed due to market demand for fine pitch connectors and other thin-wall micro featured components. This LP series uses Sodick’s proprietary Linear Motor Driven Servo Valve that can inject at a speed of 1,300 mm/second (51.1”/sec.) translating to an acceleration of 15.3G. Sodick Plustech’s Micro Molding series has been extensively evaluated by precision molders in the US, especially those who mold medical device components. Sodick Plustech advises this new series will undoubtedly open a variety of opportunities in the more complex and intricate thin wall designs which are currently not moldable or require a secondary machining operation.
LP20EH2 was able to fill this thin-wall micro molding application with a robust process. The runner system was well balanced and the part features including 0.008” wall tips were filled without flash. Sodick Plustech did a process window study on this mold and found that the mold accepts from 100mm/sec to 800mm/sec injection velocity. This wide process window will provide our user to validate a robust process.
Challenges accepted, problems solved and parts delivered.